热处理零件大多数都要进行磨削加工,磨削是机械加工的最后一道加工工序。热处理零件一经磨削,就会发生磨削裂纹和磨削烧伤。
1.什么是磨削烧伤?
磨削烧伤就是通常所说的磨削燃烧,发生原因是使用孔眼被堵塞了的砂轮,或者磨削过度。另外,用砂轮切断淬火零件时,切断面上也经常发生烧伤。一旦发生磨削烧伤,磨削面会出现蓝色或黄色等回火颜色,用肉眼也能看出。
当看不见有回火颜色时,可用酸腐蚀,用酸腐蚀后若有烧伤,则有暗灰色或黄色出现,据此容易检查出磨削烧伤。在工业标准中推荐用下述酸进行腐蚀,检验淬火试样的瞻削衣面:
第1种酸溶液....硝酸5% +水95%:
第2种酸溶液...盐酸50%十水50%。
处理过程是把试样用温水洗净后,用第1种酸溶液腐蚀试样的试验面,直到试验面变黑( 30~60秒钟)后用温水将其洗净,再经第2种酸溶液腐蚀3秒后,用温水将其洗净并用风吹干,进行检查。在腐蚀面上:混有明亮的斑点(马氏体组织)或暗的斑点(屈氏体,索氏体组织)者,说明磨削硬度和组织发生了变化。组织变化表示磨削热造成过度回火使淬火件的马氏体变成屈氏体或索氏体;或者局部再淬火变成马氏体。
为防止磨削烧伤,应严格修理沙轮,采用合理的磨削进量,不要因为加入磨削液而大量地磨削,这是因为磨削液不能进入磨削面,只能从工件的周围进行冷却,它只是将因磨削热使温度上升的零件冷却下来。据说,磨削热,可使磨削表面的温度高达1300℃以上。因此必须注意.
2.唐削裂纹发生的原因是什么
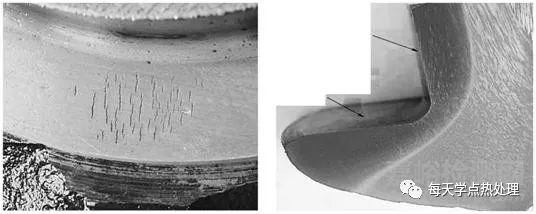
磨削裂纹是淬火后未回火的零件,或含残余奥氏体多的零件磨削时出现的现象,这种裂纹不在磨削中发生,而在磨削后发生。磨削裂纹具有独特的形状,它与淬火裂纹不同,所以可立即区别它们。
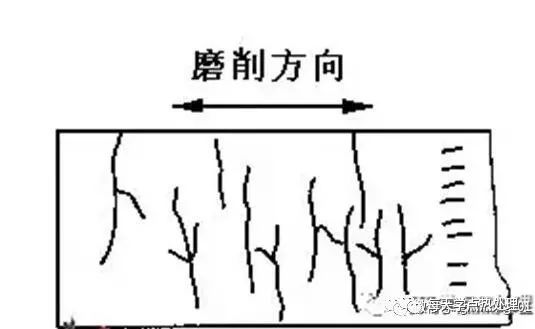
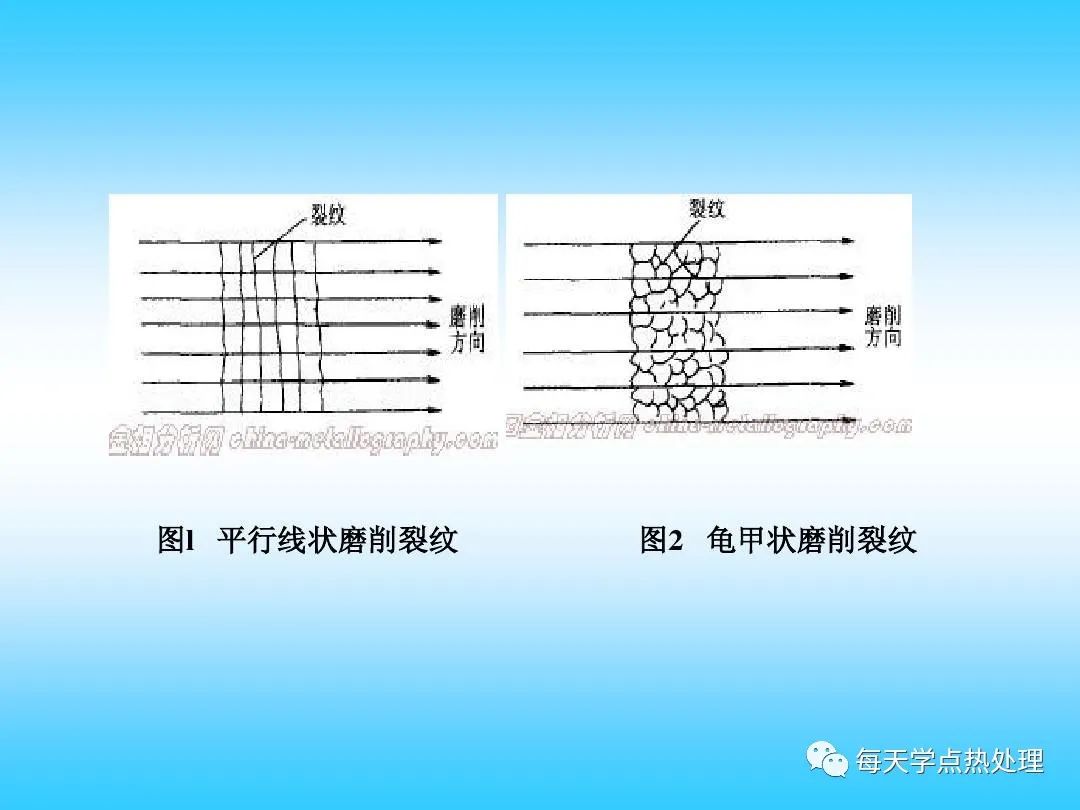
轻微的磨削裂纹表现与磨削方向成直角的平行线,特别严重的磨削裂纹呈龟甲状。深度大约为0. 1~0.2mm,看. 上去有点象龟裂.若用酸液浸蚀,龟裂则被明显地显现出来.
磨削裂纹是怎样发生的呢?原因-般有下列几方面:
淬火后的钢变成马氏体组织,所以它处于膨胀状态,如果把这种淬火钢进行加热,大概到100℃时发生第一次收缩,继续加热到约300℃左右时,发生第二次收缩。
另外,钢-经磨削,磨削区的温度就上升。其温度到底是多少?对此有各种各样的说法,有人认为是800℃;有人认为是1600℃本书作者通过实验了解到磨削区的温度约为600℃.
因此,若把淬火后的钢件进行磨削,则仅磨削面的温度升高,升到100 ℃时发生第一次收缩。这种收缩仅在表层发生,母体组织仍处于膨张状态。因此,表层受张应力发生龟裂。
这种龟裂称为第一种磨削裂纹。当磨削热严重时,表层温度达到300℃就发生第二次收缩导致主磨削裂纹.这种裂纹称.为第二种磨削裂纹。由此可见,磨削裂纹有两种。
为防止磨削裂致,零件淬火后必须回火后再磨削。为防止第-种磨削裂纹,必须在100-200℃的温度范围内回火;为防止第二种磨削裂纹,必质在300℃左右的温度回火。
还有,如果存在残余奥氏体,磨削热会使奥氏体转化为马氏体。若对此马氏体继续进行磨削。也要发生磨削裂纹。